Automated die face design provides early feasibility for sheet metal stamping models
Above: Verifying the tooling with PAM-Stamp enabled Vesta to produce bumper parts within the required tolerances on the very first try, eliminating 110 hours of rework and scrap.
Automated die face design provides early feasibility for sheet metal stamping models
September 2016 - A decade ago, the die development process required about two years, start to finish. Today, the process takes a year to complete but new lightweight materials and increasingly detailed designs have resulted in components that are more difficult to produce. Additionally, experienced die manufacturing engineers are retiring from the workforce, shrinking the pool of skilled resources even as manufacturing challenges continue to arise.
The focus on weight reduction within the automotive industry has put sheet metal forming on a critical path for numerous reasons. Sheet metal has remained the best value compared to other lightweight materials like carbon fiber, aluminum and magnesium. Formability issues can adversely affect part quality and delay a timely vehicle launch.
Because raw material is the No. 1 production cost, it is critical to eliminate shopfloor issues and process repeatable high-quality components as soon as possible—a goal that places greater responsibility on tooling suppliers.

Demand for defect-free outer panels within specified tolerances—especially with exciting styling—has increased dramatically. Meeting that demand is even more challenging when using advanced material forming processes for structural parts. As a result, it is essential for process engineers to be assured of high surface quality early in the tool development cycle.
A provider of virtual prototyping software for manufacturing industries, ESI Group developed a new software module, Die Starter, for its PAM-Stamp die face design and sheet metal forming simulation. From CAD data generated during the styling and design phase, the Die Starter software module can automatically generate an initial die face within minutes.
The part or process design engineer inputs a few material parameters and defines the binder type that needs creating (single or double curvature). For some parts, a single curved binder will consume too much material (material represents about 80 percent of the final part cost), so reducing the draw depth in the middle (by introducing a double curvature) will consume less material. Die Starter features a simulation run so that designers can verify the feasibility of the component by analyzing various contours, like thickness and thinning, and identify critical spots in the design.
Capabilities include the ability to assess structural defects such as splits, wrinkles and springback and aesthetic/cosmetic defects like shocks, skid lines and sinks.
It addresses all types of sheet metal forming processes, including cold-, warm- and hot-forming, and diverse substrates from standard draw steel and advanced- and ultra-high strength steels, to aluminum, titanium and magnesium alloys.
Automated optimizing
For a typical structural part, it can easily take 30 to 40 minutes for the designer to generate the initial die face design by hand—but it might sometimes take hours or even days, depending upon the required accuracy of the model and the complexity of the original component. The design is then handed off to a manufacturing engineer. If, at that step, issues arise with manufacturability requirement, the tooling design must be returned to the designer, creating a cycle of back-and-forth that wastes time and money.
Die Starter offers a better option: It can take a new die face and automatically optimize it through a series of steps, improving the usefulness of the component (according to specified minimal and maximal thinning) and minimizing material consumption.
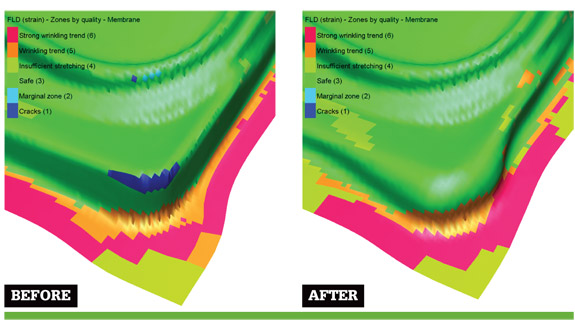
PAM-Stamp simulations indicate where material thinning would be a problem after forming, allowing corrections to be made in a virtual environment.
By using a mathematical optimization method, the software automatically modifies the initial die face (binder shape, punch radius, addendum geometry and draw bead forces) to meet the formability specifications and requirements for minimum material use. The process takes from 30 minutes to a few hours, depending on the size of the model and number of variables. Given that the solution is automatic, no particular stamping knowledge is required to this point.
After the Die Starter die face design process is complete, the designer can continue to adjust and develop the design manually with dedicated functionality integrated into PAM-Stamp, ESI’s full sheet metal forming solution, until the component is confirmed. The designer then sends the design to the manufacturing engineer to fine-tune the die set and the die manufacturing process.
This same technology can be used during the die concept development phase to automatically generate a starting point for refined die face design. There are many validation tools available on the market, but Die Starter is a real design tool. It suggests the die face design and quickly identifies any potential issues, allowing for quick modifications and corrections, making it an active, rather than a passive, tool.
Defect elimination
Defects negatively affect both exterior parts and structural components. Defective outer panels give vehicle component manufacturers and, ultimately, consumers a negative perception of overall product quality. Secondly, defects can potentially compromise shape formability required to achieve lightweight and performance.
Die Starter integrated into PAM-Stamp gives users the ability to make decisions from the design and styling phase until final validation. The software helps predict the outcome of each step in the manufacturing process before making any physical prototypes, so the user can create defect-free panels and parts.
The ESI PAM-Stamp sheet metal forming solution can work with die surfaces coming from any CAD system or CAE tool. It features a new algorithm that provides analysis results three times faster than in the past without compromising accuracy. Most of the setup is completed inside the die face design tool. More complicated processes require the user to define some items manually before importing files. Combined with the solver tool (which offers a threefold speed improvement) and the automated die face design tool (Die Starter), cycle time reductions of up to 90 percent are possible, compared to traditional model setup.
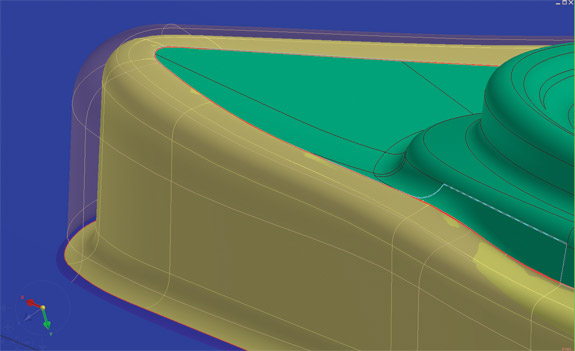
Die Starter generates a die face within minutes, helping judge the design’s feasibility quickly.
Dramatic deviation
One company reaping the benefits of ESI PAM-Stamp is Brazil’s Vesta Engenharia. Vesta was facing a problem in manufacturing vehicle bumpers from a dual-phase (DP) steel that was being produced in a single-action stamping operation.
High-strength steel displays springback behavior that is more difficult to control than conventional steel but, in this particular case, the deviation was more dramatic than usual. The engineering team wanted to quickly overcome the issue and avoid costly trial and error iterations as well as material waste.
They quickly identified a +/-10mm deviation compared to the nominal part. Vesta then virtually validated the tooling compensation strategy with ESI PAM-Stamp simulation software.
To control the final shape of the advanced steel bumper, ESI PAM-Stamp prescribed a +/-13mm compensation on the die. The tools were then milled based on the simulation results and the created parts were within the required tolerances on the very first try.
“Successful springback compensation is the result of a stable and robust process, knowledge of the product demand and a good understanding of the software results,” say Vesta mechanical engineers Bernard Perillo and Ricardo Micheletti Viana. Getting it right the first time eliminated an estimated 110 hours of rework as well as material waste associated with the trial-and-error approach. FFJ
Mark Vrolijk has been with ESI since 2000, providing technical, engineering and product strategy support for the company’s sheet metal forming and die face design solutions. Prior to joining ESI, he was an aerospace engineering researcher and faculty member at the Technical University Delft.