Hinge tooling on the punch press helps eliminate secondary operations
Hinge tooling on the punch press helps eliminate secondary operations
August 2016 - If you’re making a door, that door needs a hinge. It’s pretty simple physics. Whether fabricators are making electrical boxes, cabinets, doors for access points, or just about any other imaginable part that requires the simple function of opening and closing, a hinge mechanism for the door to ride on is a necessity. While fundamental, these design requirements often leave manufacturers confronting costly, time-consuming secondary operations and the need to purchase expensive hardware.
The common practice for adding hinges to doors is sourcing and purchasing hinges, waiting for the hinges to arrive at the shop and then attaching them to the part by either spot welding or riveting. Adding hardware, secondary operations and expenses to a part run can slow down production and increase labor needs.
While options for hinge tooling for the punch press have been available to fabricators for decades, their use hasn't become widespread. Using hinge tools requires a bit of expertise, and although some limitations occur, these tools are made to run in a variety of machines, including thick turret presses.
With a few tips on how to incorporate hinge tooling and learning what can and cannot be achieved, these tools can help fabricators eliminate costly hardware as well as fitting and line-up assembly operations. At the same time, gains in streamlined and cost efficient production help the bottom line, while creating a part that is stronger in quality and more cosmetically appealing.

Forming process
Hinge tools allow manufacturers to fabricate complete panels that have fully integrated hinges. Depending on the application, a hinge can be completed on the edge or even in the middle of the sheet.
In order to prepare the sheet for forming the hinge, the knuckles around the hinge area must be pre-punched. While this is an added step, pre-punching is the only required operation before forming the entire hinge shape.
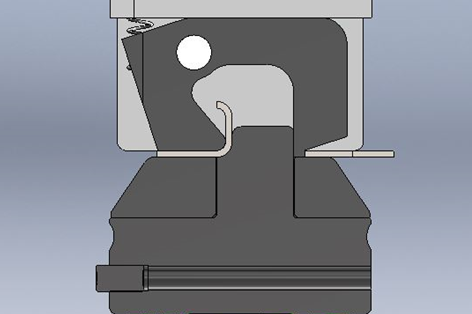
The hinge tooling operation is comprised of two different tools and requires between three and five hits, depending on the application. The first tool stands up the tab with two, three or four hits and the second tool rolls the tab into the knuckle shape with one hit. This process repeats for each of the tabs to complete the hinge.
Hammerless and hammered tools are the two hinge tooling options designed for either servo-controlled or non-servo-controlled punch presses. Fabricators using hydraulic machines and hammerless tools give operators greater control for the ram and keeping the tool down during the first two hits.
Hammerless tools require more programming than hammered tools, but provide much more versatility for the entire operation. For example, with the first two hits, operators can hit the tabs many times to curl them over as much as possible before the second hit rolls the,m. Hammerless tools allow fabricators to push the limits on material thickness and pin diameter and achieve a bit more flexibility with servo-controlled operations.
When it comes to non-servo-controlled punch presses, hammered hinge tools are required. Designed with a pin and hammered insert, the hinge tools for this type of operation give the tool swivel movement, which moves the tool out of the forming space to avoid interfering with the sheet.
Proper pre-punching
While using hinge tools is relatively simple, knuckle width is an important consideration for proper formation. Because the knuckles or tabs must be pre-punched, punching the tabs incorrectly can cause disruptions in production, and lead to downtime and sheet metal waste.
Many hinge tooling manufacturers recommend the knuckle width should be less than 0.625 in. (16mm). Tabs larger than this may cause problems with the forming operation and potential damage to the punch press.
As well as knuckle width, pin diameter is a vital consideration when making a hinge. In order to form proper hinges, the pin diameter–the diameter of the hole that is formed inside the knuckles–cannot be less than two times the material thickness. As the radius curls around while forming the knuckles, any pin diameter less than two times the material thickness simply won’t bend, which could result in damaged or improperly formed parts.
Material tips
Hinge tools can be used with all materials, but they are designed for lighter gauges and thinner sheet. Thick sheets and heavy materials can become problematic, and any type of material approaching 0.09-in. (2.3mm) can begin to cause problems because it simply will not form the hinge properly.
When creating hinges with stainless steel and aluminum, lubricants are often recommended. Stainless is a harder and more abrasive metal with greater tensile strength than mild carbon steel, which makes it difficult to form and often causes galling. Aluminum can also cause galling because it is such a soft metal.
Production time and labor savings are benefits fabricators can realize by incorporating hinge tools in metal door production. Add in the cosmetic benefits and structural durability of the hinge, fabricators can enjoy more advanced operations, greater efficiencies and higher-quality parts.