Rotary-style tools can reduce marking and eliminate whip
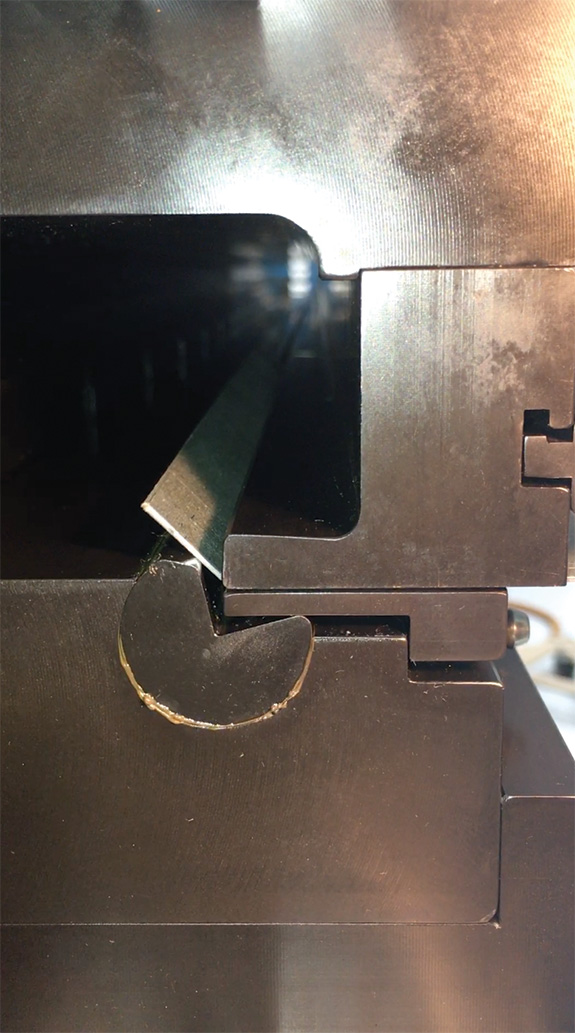
Above: Wilson’s rotary-style tool set allows metal to be bent without material movement to the front of the press brake during bending.
Rotary-style tools can reduce marking and eliminate whip
February 2018 - Working a press brake operation can be a difficult and strenuous job. Operators readily stand out, swinging large sheets of metal high during the bending process. When material is bent to 90 degrees, the operator at the front of the press brake must stabilize the part as the machine releases post-bending. A taxing job at the very least. The longer the bend left to right equals a longer flange front to back.
Because a wiping tool is designed for a specific material thickness, slight variations can cause quality problems. The gap between the forming punch and stationary die is critical. If the material is a little thicker than what the gap is designed to handle, the wiping action tends to mark or gall the material.
On the other hand, if the material is thinner than the gap, one ends up with an under-bent angle. In traditional air bending, one would simply descend the punch a little farther to achieve the angle specified by the job. But in a wiping situation, operators are stuck with the angle they get.
Imagine an operator is bending a 4-ft., 90-degree flange protruding to the front of the press brake. After the bend is made, the panel over the operator’s head suddenly drops. This process is stressful for the operator, and can damage the material.
Form up, material moves down during bending in front of the press brake.
Heavy panels and inconsistent gauging can lead to distortion of the bend angle and radius—throwing them out of tolerance. And fab shops lose money every time a bad part is made, since value is already invested in the material and process.
A panel bender could be a solution, but it’s a relatively expensive machine tool. When cost is a primary consideration and the volumes processed won’t justify such an expense, a more cost-effective solution is needed that doesn’t sacrifice operator safety or productivity.
Flat panel
A rotary tool set fits the bill. This solution allows the metal to be bent without material movement to the front of the press brake during bending, resulting in the panel remaining flat with no whip up or post-bending handling above the operator’s head. With a rotary-style bender, an operator can run multiple material types in the same tool set.
For operators who consistently fabricate larger pieces on a press brake, a rotary-style tool can lessen fatigue, increase safety, reduce mishandling of parts and achieve precise angles.
Rotary forming is similar to wiping tools in that both specialize in forming edge flanges. However, rotary forming is much more controlled. Like a wiping tool, a large cavity in a rotary tool accommodates an edge flange with several bends.
How it works
A Pac-Man-shaped cam rotates in a saddle and wraps the material around a die called an anvil. This flange needs to be at least the width of the V opening in the rotating cam. Pac-Man’s “mouth” and the maximum flange depth is governed by the space of the tool cavity.
Like a wiping tool, a large cavity in a rotary tool accommodates an edge flange with several bends.
Rotary-style tools embody a great solution to reduce marking and eliminate material whip. Additionally, they can bend a range of material. Rotary bending is best suited for material up to 0.25-in. thick but can handle heavier gauges because of its ability to perform a modified air-forming operation, which means the forming tonnage required is typically less than half of what wiping requires.
Benefits
Rotary-style bending tooling from offers a number of advantages.
• Safety when bending larger parts for control of material whip;
• Ability to bend a range of material types on the same tool set;
• Tooling can be designed for a wide range of material from thin to thick;
• Reduced abrasion and material marking since the material is not sliding on the shoulder of a stationary die with tonnage; instead, the die shoulder gives way to the tonnage generated in the application;
• Reduced tonnage by 50 percent or more versus a wiping die; and
• Flexibility to run multiple material types in the same die without an additional expensive machine.
Rotary bending also allows for multiple angles in the bending process. This can be achieved by adjusting the stroke of the ram. The amount of bend angle isn’t as significant as one would find with conventional air bending, but it is still significant. With rotary bending, an operator typically achieves angles between 75 and 135 degrees.
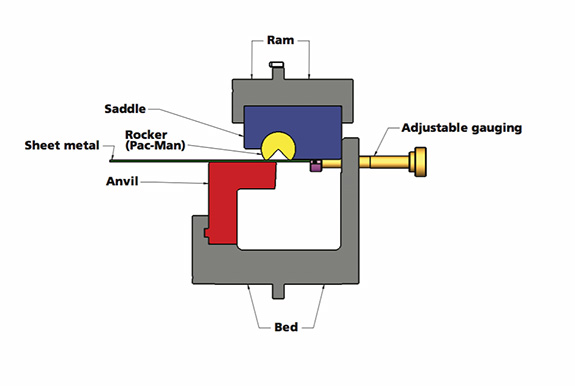
Wilson’s rotary-style tool set component draws a form down with adjustable gauging.
The workpiece remains flat through the bend cycle with the control and precision of air forming. In terms of flexibility, if an under-bend occurs or the operator faces springback with the material, he or she simply adjusts the ram position and adds a few more degrees of over-bend.
The amount of precision achieved with rotary-style bending cannot be overlooked, especially when dealing with multiple flange bends. When forming multiple bends, operators must gauge off their previous bend. But if the first bend angle is slightly off, which can happen with a wiping tool, any future bend angles become compromised. Too many incorrect angles result in a bad part.
It’s not uncommon to find certain applications use double rotary bending systems that can help make multiple angles at the same time. These double rotary tools are designed to adjust for springback and angle variation that can result from material inconsistencies.
Maintenance
Rotary bending, like other machine operations, requires some tool maintenance. This rings especially true in a high-volume operation. Some maintenance steps and tips for rotary-style machines are as follows.
• Grease the saddle holding the cam. In high-volume situations, grease fittings can be inserted on the die, so operators can quickly apply grease into the cam connection, limiting downtime between jobs. Grease every 20,000 cycles. Clean tool set and old grease out every 100,000 cycles but a machine may need more or less depending on the shop environment.
• Place the rotary cam on top and the anvil die on the bottom. This process creates a down-bend and helps minimize debris. When operators place the rotary component below the punch, material moves slightly down. As the cam rotates, debris from the material can potentially fall into the rotating components, requiring a frequent inspection and maintenance.
Justifications
Many fabricators remain unaware of the rotary-style bending option or find it difficult to justify. Beyond the cost justification, consider the risks of injury to operators who are bending heavy panels that are whipping high, and dealing with material marking down the line.
Floor managers can also take into account the volume of material being bent, marking, yield rates, and productivity of the shop as a whole. Not using a horizontal bending process can sometimes require two operators for heavy material. Again, this limits the resources, and therefore efficiencies, on the floor.
Rotary-style tools, along with additional horizontal bending tools, provide relief to press brake operators during busy shifts.
Through the bending cycle, an operator’s job now consists of holding material steady in the horizontal plane. This allows for operators to be more efficient and less fatigued. Knowing that press brake operators are difficult to recruit and train, it’s wise to protect their safety and the shop’s bottom line. FFJ